A pressure transmitter is an essential industrial instrument used to measure the pressure exerted by liquids, gases, or steam in a system. It senses the applied force and converts this physical measurement into a standardized electrical signal, typically a 4–20 mA current or a voltage output. This signal is then transmitted to automated control systems such as PLCs, DCS, or SCADA for continuous monitoring and precise control of industrial processes. Pressure transmitters are widely used in industries including oil and gas, chemical processing, power generation, water treatment, and manufacturing. They help ensure safe operation by detecting abnormal pressure conditions, improving process efficiency, and protecting equipment from damage. Designed to perform reliably in harsh environments, pressure transmitters support accurate data acquisition and stable automation across modern industrial systems.
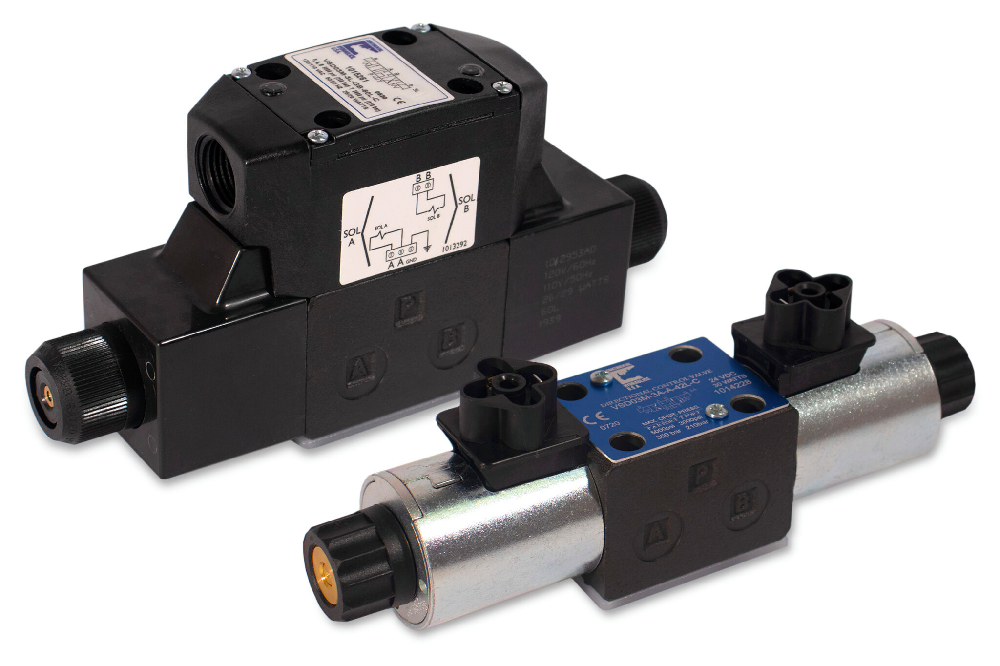
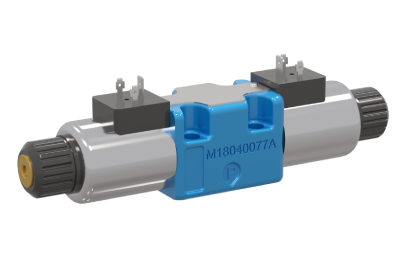
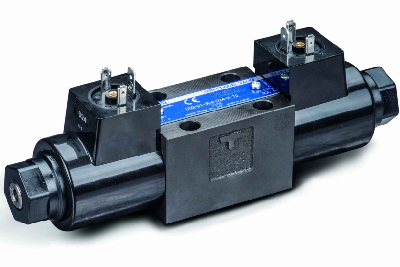
DIRECTIONAL CONTROL VALVES
Directional Control Valves (DCVs) are vital components in hydraulic and pneumatic systems, responsible for directing the flow of fluids such as liquids or gases within a circuit. By controlling the path of the fluid, DCVs enable precise management of mechanical motion, including starting, stopping, and changing the direction of actuators like hydraulic cylinders and motors. They also play a key role in regulating speed and sequencing operations in automated systems. DCVs are widely used in industrial machinery, manufacturing lines, construction equipment, and automation processes. Available in manual, mechanical, electrical, and pneumatic actuation types, these valves are designed for reliability and efficient performance. By ensuring accurate fluid routing, directional control valves enhance system safety, improve operational efficiency, and support smooth, controlled movement in fluid power applications.
FLOW CONTROL VALVES
Flow control valves are essential devices used to regulate the rate of fluid flow, including liquids, gases, or slurries, within a system. They control the volume and speed of fluid movement to ensure smooth and accurate operation of industrial processes. By maintaining a consistent and controlled flow rate, these valves help improve system efficiency, reduce energy consumption, and prevent damage caused by excessive pressure or turbulence. Flow control valves are widely used in hydraulic, pneumatic, chemical, water treatment, and manufacturing applications. They play a critical role in achieving precise process control, stabilizing system performance, and enhancing operational safety. Designed to handle varying flow conditions, flow control valves ensure the right amount of fluid is delivered at the correct time, supporting reliable and efficient system operation.
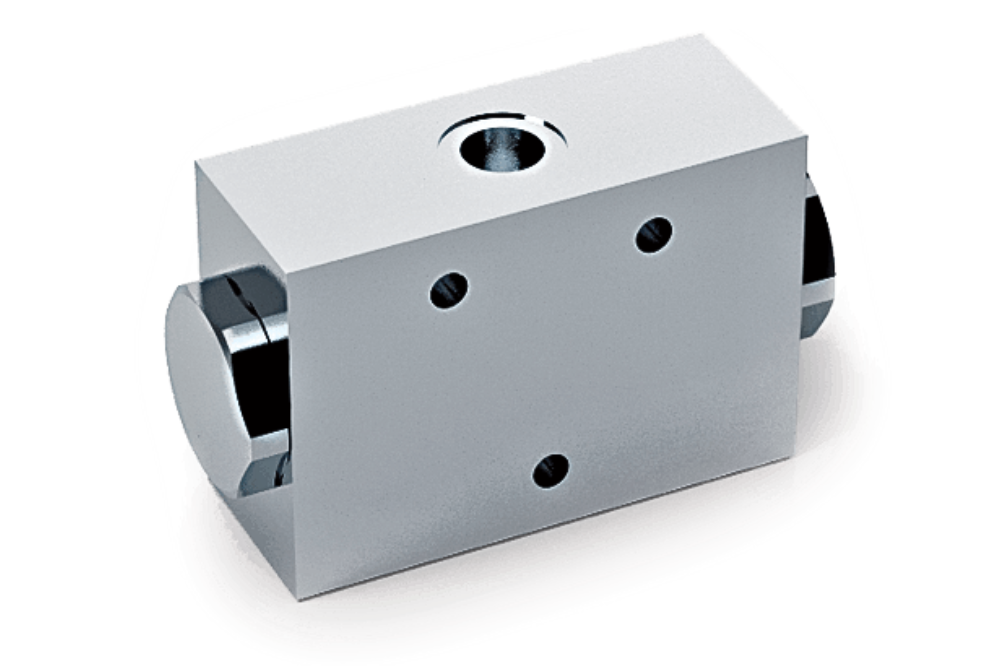
FLOW DIVIDER VALVE
Flow divider valves are important hydraulic components used to split a single fluid flow from one source into two or more separate and proportional flows. They can also operate in reverse to combine multiple fluid streams into a single output. The main function of a flow divider valve is to ensure synchronized and balanced operation of multiple actuators, such as hydraulic cylinders or motors, within a system. These valves help maintain equal or preset flow distribution even when different loads or pressure variations occur across individual branches. Flow divider valves are widely used in hydraulic machinery, mobile equipment, industrial automation, and material handling systems. By providing accurate flow sharing and stability, they improve system efficiency, enhance operational control, and prevent uneven movement or mechanical stress on connected components.
BALL VALVES
Flow control valves are essential devices used to regulate the rate of fluid flow, including liquids, gases, or slurries, within a system. They control the volume and speed of fluid movement to ensure smooth and accurate operation of industrial processes. By maintaining a consistent and controlled flow rate, these valves help improve system efficiency, reduce energy consumption, and prevent damage caused by excessive pressure or turbulence. Flow control valves are widely used in hydraulic, pneumatic, chemical, water treatment, and manufacturing applications. They play a critical role in achieving precise process control, stabilizing system performance, and enhancing operational safety. Designed to handle varying flow conditions, flow control valves ensure the right amount of fluid is delivered at the correct time, supporting reliable and efficient system operation.
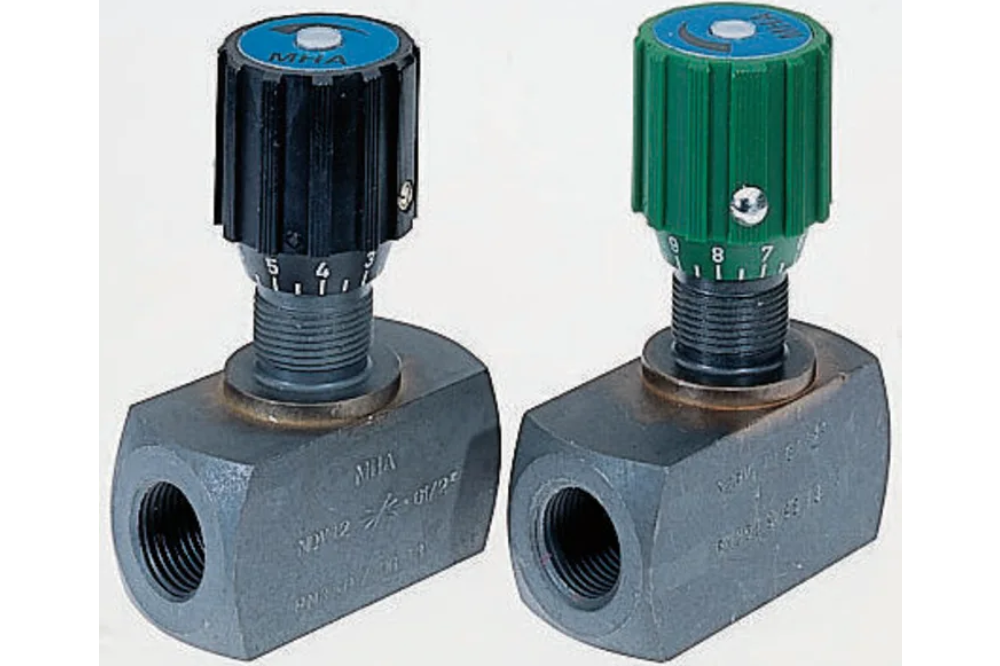
NEEDLE VALVES
Needle valves are specialized flow control valves designed for precise regulation of clean liquids and gases, especially in low-flow applications. Their design features a slender, tapered needle-like plunger that fits into a matching seat, allowing extremely fine control over the flow rate. This construction enables gradual and accurate adjustments, making needle valves ideal for applications where precision is critical. They are commonly used in instrumentation systems, chemical processing, laboratories, and fuel or gas control lines. Needle valves help maintain stable flow conditions, prevent sudden pressure changes, and protect sensitive equipment. Due to their accuracy and reliability, they are well suited for applications that require careful metering rather than full shut-off, ensuring consistent performance and enhanced operational safety.
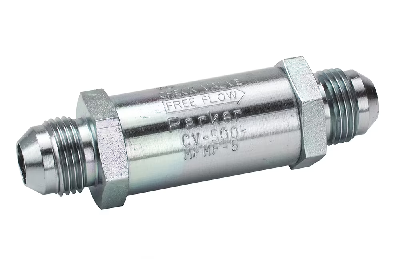
CHECK VALVES
Check valves, also known as non-return or one-way valves, are mechanical devices designed to allow fluids such as liquids or gases to flow in only one direction. They operate automatically by using the pressure difference within the system to open or close, without the need for external power or manual operation. When flow reverses, the valve closes instantly to prevent backflow. Check valves are widely used in piping systems, pumps, compressors, and process equipment to protect machinery and maintain system efficiency. They help prevent contamination, pressure loss, and damage caused by reverse flow. Commonly applied in water supply, oil and gas, chemical processing, and HVAC systems, check valves ensure safe, reliable, and uninterrupted fluid movement in both industrial and commercial applications.
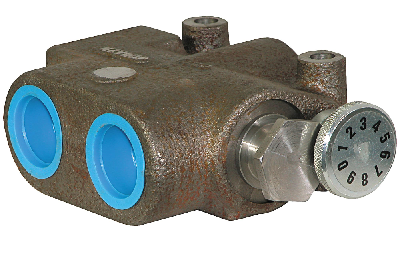
SHUTTLE VALVES
Shuttle valves are automatic control valves used in hydraulic and pneumatic systems to direct fluid from one of two or more inlet sources to a single outlet. They function as a “logic OR” element in fluid power circuits by automatically selecting the inlet with the higher pressure while blocking the other inputs. This operation occurs without the need for electrical signals, manual intervention, or external control mechanisms. Shuttle valves are commonly used in safety circuits, backup systems, and applications requiring alternative pressure sources. They ensure continuous operation by automatically switching between inputs when pressure changes occur. Widely applied in industrial automation, mobile equipment, and pneumatic control systems, shuttle valves improve system reliability, simplify circuit design, and ensure efficient fluid routing under varying operating conditions.
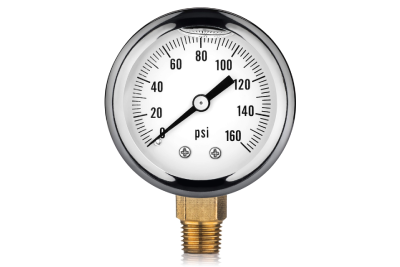
PRESSURE GUAGES
Pressure gauges are essential instruments used to measure and display the pressure or vacuum within a system, helping ensure safe and efficient operation across a wide range of industries. They provide real-time pressure readings that allow operators to monitor system performance and detect abnormal conditions. Pressure gauges are available in both analog (mechanical) and digital formats, each suited for different requirements and environments. Various types of pressure gauges are designed for specific applications, including Bourdon tube, diaphragm, capsule, and digital gauges. These instruments are widely used in industries such as oil and gas, manufacturing, chemical processing, power generation, and HVAC systems. By providing accurate pressure indication, pressure gauges help prevent equipment failure, maintain process stability, and support safe, reliable system operation.
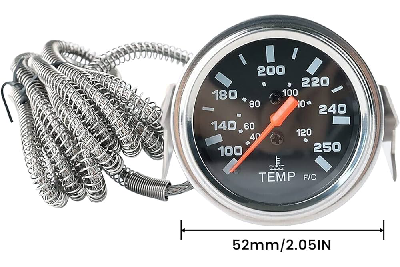
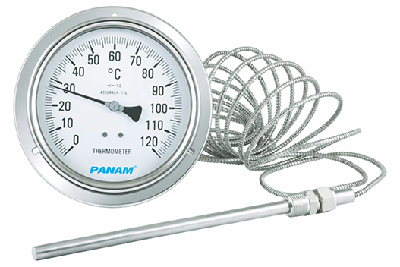
TEMPERATURE GUAGES
Temperature gauges are instruments used to measure the thermal state of a substance or object and display the reading through a mechanical or digital interface. They play a crucial role in monitoring and controlling temperature-sensitive processes to ensure safety, quality, and efficiency. By providing accurate temperature readings, these gauges help operators maintain optimal operating conditions and prevent overheating or thermal damage. Temperature gauges are widely used in industries such as HVAC, food and beverage, pharmaceuticals, power generation, and petrochemicals. Common types include bimetallic, liquid-filled, gas-filled, and digital temperature gauges, each designed for specific applications and environments. Reliable temperature measurement supports consistent process performance, protects equipment, and ensures compliance with operational and safety standards.
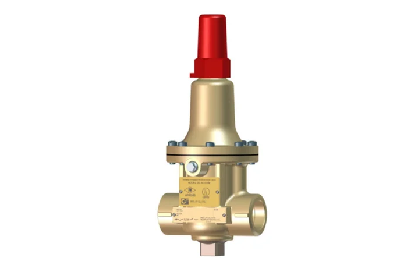
SAFETY RELIFE VALVES
Safety relief valves (SRVs) are vital safety devices designed to protect equipment, personnel, and the environment from the risks associated with overpressure conditions. They function as a last line of defense in pressurized systems by automatically releasing excess fluid—such as gas, steam, or liquid—when system pressure exceeds a preset safe limit. SRVs are commonly installed in boilers, pressure vessels, pipelines, and industrial processing equipment. By relieving excess pressure, they prevent equipment damage, system failure, and potential explosions. These valves operate automatically without the need for external power or manual control, ensuring rapid response during abnormal conditions. Widely used across industries including oil and gas, power generation, chemical processing, and manufacturing, safety relief valves play a crucial role in maintaining operational safety, regulatory compliance, and reliable system performance.
FILTERS AND BREATHER
Filters and breathers are essential components used to protect systems by maintaining clean air and fluid conditions. Filters are designed to remove contaminants such as dust, dirt, metal particles, and moisture from liquids or air, helping to prevent wear, blockages, and equipment failure. Breathers, on the other hand, allow controlled air exchange in tanks, reservoirs, and gearboxes while preventing the entry of harmful particles and moisture from the surrounding environment. These components are widely used in hydraulic systems, lubrication units, industrial machinery, and storage tanks. By maintaining fluid cleanliness and proper ventilation, filters and breathers help extend equipment life, improve system reliability, ensure product quality, and support safe and efficient operation across a wide range of industrial applications.